The food and beverage industry requires pumps that are not only efficient and reliable but also adhere to the highest standards of hygiene and safety. Lobe pumps, with their unique design and capabilities, have become a go-to solution for a wide range of food and beverage applications. This article will explore the critical role of lobe pump manufacturer in the food and beverage industry, highlighting their advantages in handling delicate ingredients, maintaining sanitation, and improving operational efficiency.
Why Lobe Pumps Are Ideal for Food and Beverage Applications
In the food and beverage industry, pumps are used to move a variety of liquids, pastes, and semi-solid materials. These substances can vary widely in consistency, viscosity, and sensitivity. From transferring sauces and purees to handling dairy products or beverages, the right pump must ensure that the ingredients remain intact while meeting stringent food safety regulations.
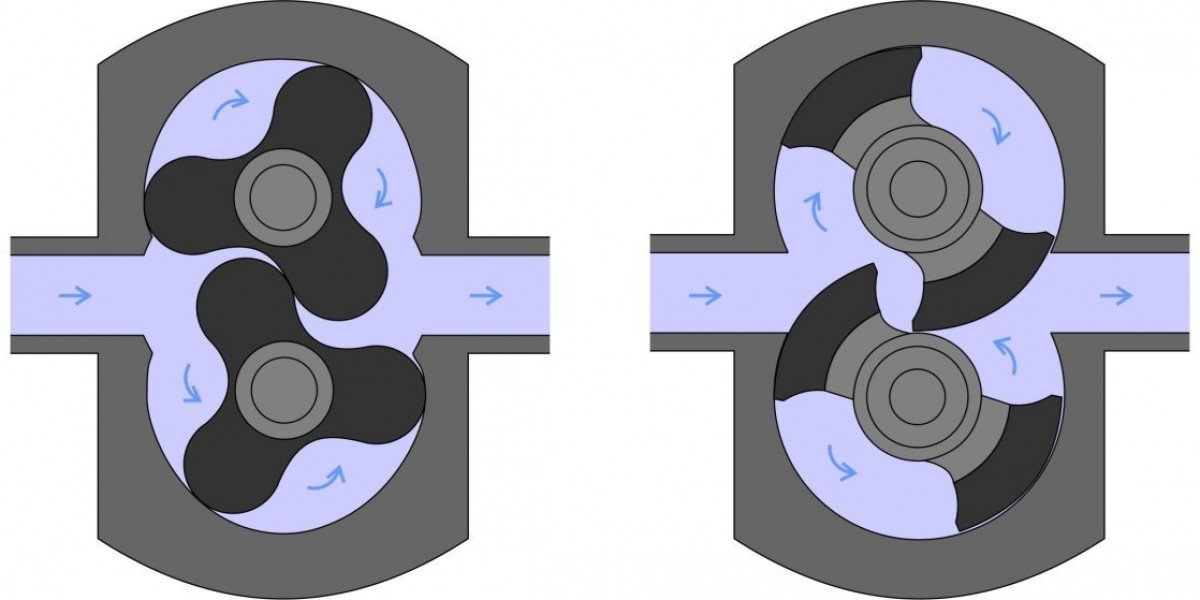
Lobe pumps are particularly well-suited for the food and beverage industry due to their ability to handle both viscous and shear-sensitive fluids with care. The positive displacement mechanism ensures that the fluid is moved steadily, without excessive shear or heat that might alter the product’s quality. Additionally, their sanitary design ensures that they meet strict hygiene standards, preventing contamination and ensuring product safety.
Key Advantages of Lobe Pumps in the Food and Beverage Industry
Gentle Handling of Delicate Ingredients
Food and beverage manufacturers often deal with products that require careful handling to maintain their consistency, texture, and flavor. For example, emulsions, such as mayonnaise or salad dressings, must be transported gently to preserve their quality. Similarly, sauces, juices, and dairy products can be sensitive to shear forces, which could cause them to break down or lose their desired properties.
Lobe pumps are designed to gently transfer fluids, ensuring that the ingredients are not exposed to excessive shear. This feature is particularly important when dealing with delicate or shear-sensitive products. The smooth, positive displacement action of the pump moves the product at a steady rate without disrupting its consistency, texture, or overall integrity.
Sanitary Design and Easy Cleaning
Sanitation is critical in the food and beverage industry. Contamination of food products can lead to safety issues, product recalls, and regulatory violations. Lobe pumps are manufactured with a sanitary design that helps prevent contamination. The smooth, crevice-free surfaces and easy-to-clean construction make lobe pumps an ideal choice for applications where cleanliness is paramount.
Many lobe pumps come with features like smooth internal surfaces and CIP (clean-in-place) capabilities, allowing for efficient cleaning and sterilization without disassembling the pump. This not only reduces the risk of cross-contamination but also minimizes downtime during cleaning cycles, leading to more efficient operations.
Additionally, lobe pumps are often made from materials like stainless steel, which is resistant to corrosion and can withstand frequent cleaning with harsh sanitizing agents. These features make lobe pumps compliant with stringent food safety regulations such as those outlined by the FDA and USDA.
Ability to Handle Viscous and High-Solid Content Products
The food and beverage industry frequently involves handling products with varying viscosities, including thick sauces, pastes, purees, and dairy products. Lobe pumps excel at transferring viscous materials, thanks to their design, which allows for smooth, steady flow without clogging or damage to the product.
Lobe pumps can also handle products with high solid content, such as fruit purees, jams, or mashed potatoes. The robust design ensures that these thicker substances, which might contain fibers, seeds, or chunks, are transferred efficiently without causing blockages. This makes lobe pumps versatile enough to handle a wide range of food products without compromising their quality.
Precise Flow Control
Lobe pumps are known for their precise flow control, making them an excellent choice for applications where consistent and accurate dosing is essential. In the food and beverage industry, this is particularly important when it comes to blending ingredients or adding specific amounts of flavorings, additives, or preservatives to a product.
For example, lobe pumps are commonly used in the beverage industry for precisely dosing syrup into carbonated drinks, ensuring that each batch maintains the correct flavor and consistency. Similarly, in the dairy industry, lobe pumps are used to add specific amounts of additives or flavorings to milk or cream products.
The precise flow also helps minimize waste, as the pump ensures that only the necessary amount of product is transferred, which contributes to better cost efficiency.
Durability and Reliability
Food and beverage manufacturing often involves continuous, high-volume production, and equipment reliability is paramount to maintaining productivity. Lobe pumps are designed to be durable, with a construction that can withstand frequent use and harsh operating conditions. Their simple design, with fewer moving parts compared to other types of pumps, means there is less chance of failure or wear and tear.
Furthermore, lobe pumps are built to handle demanding conditions, such as fluctuating pressures, high temperatures, and abrasive substances. Their robust construction ensures that they continue to perform reliably in these challenging environments, minimizing downtime and maintenance costs.
Energy Efficiency
Energy consumption is a key consideration for food and beverage manufacturers, as reducing energy costs can significantly improve profitability. Lobe pumps offer energy efficiency through their positive displacement action, which maintains a steady flow without excessive fluctuations or energy-hungry processes. This means that lobe pumps use less energy compared to other pump types that may experience pressure losses or flow inconsistencies.
By utilizing lobe pumps, food and beverage manufacturers can reduce energy consumption while maintaining the desired flow rates, leading to lower operating costs and more sustainable production practices.
Applications of Lobe Pumps in the Food and Beverage Industry
Lobe pumps are used across a variety of applications within the food and beverage industry, including:
Dairy Processing: Lobe pumps are commonly used to transfer milk, cream, yogurt, and other dairy products. They handle viscous materials and prevent damage to sensitive ingredients, ensuring the integrity of the final product.
Sauce and Condiment Production: Lobe pumps are ideal for transferring sauces, gravies, and other viscous products without causing shear or degradation. They also allow for precise dosing of flavorings or preservatives.
Juice and Beverage Production: Lobe pumps help in the transfer of fruit juices, concentrates, and syrups, providing gentle handling that preserves the natural flavor and quality of the beverage.
Baking and Confectionery: In bakeries and confectionery production, lobe pumps are used to transfer thick doughs, glazes, and syrups, ensuring smooth and efficient processing of ingredients.
Packaging: Lobe pumps are used to dose and transfer food products into containers during the packaging process, ensuring accurate and consistent fills with minimal product loss.
Conclusion
Lobe pumps play a vital role in the food and beverage industry, offering a range of benefits from gentle handling of delicate ingredients to precise flow control and reliable performance. Their ability to transfer both viscous and shear-sensitive materials without compromising quality makes them an ideal choice for a wide range of food and beverage applications. The hygienic design, ease of cleaning, and durability of lobe pumps ensure that manufacturers can meet food safety standards while optimizing production efficiency. As the food and beverage industry continues to evolve, lobe pumps will remain a trusted solution for ensuring high-quality, safe, and cost-effective production processes.




Popular Posts